


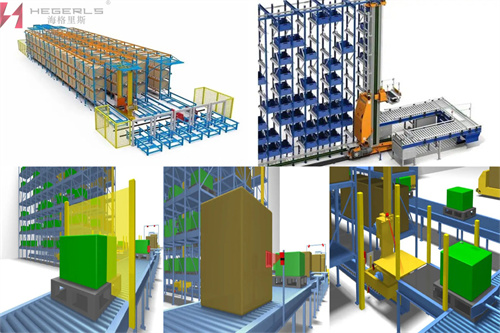
Automaattisen kolmiulotteisen varaston päätoiminta-alueet ovat vastaanottoalue, vastaanottoalue, keräilyalue ja toimitusalue. Vastaanotettuaan lähetysluettelon ja tavarat toimittajalta, varastokeskus ottaa vastaan uudet tavarat vastaanottoalueella olevan viivakoodilukijan kautta. Kun lähetysluettelo on yhdenmukainen tavaroiden kanssa, tavaraa käsitellään edelleen. Osa tavaroista viedään suoraan toimitusalueelle, joka kuuluu kauttakulkutyyppisiin tavaroihin; Toinen osa tavaroista kuuluu varastotyyppisiin tuotteisiin, jotka on varastoitava, eli ne tulevat keräilyalueelle. Keräyksen suorittavat automaattisesti automaattinen lajittelu- ja kuljetusjärjestelmä sekä automaattinen opastusjärjestelmä. Lajittelun jälkeen tavarat saapuvat automaattiseen kolmiulotteiseen varastoon. Kun tavarat on toimitettava, tavara lähetetään rahtikirjassa olevan näytön mukaan vastaavalle lastauslinjalle automaattisen lajittelu- ja kuljetuslaitteiston kautta. Kun tavarat on pakattu, ne lastataan ja toimitetaan. Kuinka sitten konfiguroida automatisoidun kolmiulotteisen varaston toiminta? Nyt seurataan hegerlien varastoa katsomaan!

Yleisesti ottaen vastaanottoon, varastointiin ja lähtemiseen tarvittavat laitteet ovat seuraavat:
Vastaanottotoiminto
Tavarat kuljetetaan määrättyyn paikkaan rautateitse tai maanteitse konteissa ja kontit puretaan konttikäyttölaitteilla (mukaan lukien konttinosturi, rengastyyppinen pukkinosturi, kiskotyyppinen pukkinosturi jne.). Yleensä kontissa olevat tavarat asetetaan ensin lavalle ja sitten haarukkatrukilla viedään tavarat lavan kanssa varastotarkastusta varten.

Varastointitoiminta
Kun tavarat on tarkastettu varaston sisäänkäynnillä, ne asetetaan sille osoitetulle lavalle tietokonehallinnan varastojärjestelmän ohjeiden mukaisesti. Yleensä haarukkatrukkia, lavatelinettä, kuljetinta ja automaattista ohjattua kantolaitetta käytetään yhdessä tavaroiden sijoittamiseen lavalle. Kuljetin voi olla hihnakuljetin tai rullakuljetin. Yleensä kuljetinta ja AGV:tä ohjataan tietokoneella.
Kun tavarat on asetettu lavalle, ajoradan pinoaja sijoittaa tavarat määrättyyn telineeseen toimintaohjeiden mukaisesti, jonka jälkeen ajoradan pinoaja kulkee pituussuunnassa kaistaa pitkin. Samalla lava nousee pinoajan pylvästä pitkin. Kaistojen pinoajan käytön ja noston aikana osoitetietoja syötetään jatkuvasti takaisin tietokoneelle. Samanaikaisesti tietokone lähettää erilaisia ohjeita kaistan pinoajalle ohjatakseen kaistan pinoamisen prosessia. Aseta lopuksi tavarat niille tarkoitettuun paikkaan hyllylle.
Hegerls muistuttaa tässä myös suuryrityksiä, että kolmiulotteisen varaston korkeatasoiset hyllyt ja pinoamislaitteet ovat helposti toteutettavia standardoituja tuotteita; Tulo- ja lähtökuljetinjärjestelmä tulee kuitenkin suunnitella ja suunnitella erityisesti varaston layoutin, saapuvien ja lähtevien toimintojen sisällön, saapuvien ja lähtevien asemien lukumäärän sekä ohjauksen ja yhdistämisen vaatimusten mukaan. Tulo- ja lähtökuljetinjärjestelmän suunnittelu ja suunnittelu on avain automatisoidun kolmiulotteisen varaston soveltuvuuden kannalta. Tulevan ja lähtevän kuljetinjärjestelmän suunnittelu ja suunnittelu liittyvät läheisesti kuormalavan kokonaismittoihin ja alusrakenteeseen, lastaus- ja purkumenetelmiin, asiaankuuluvien logistiikkalaitteiden automaattiseen ohjaus- ja tunnistusmenetelmiin.

Lähtevä toiminta
Tavaran toimitusta ja varastotoimintaa ohjataan samalla ohjausjärjestelmällä, ja toimintaprosessi on päinvastainen.
Tällä hetkellä on olemassa erilaisia erikoistyökoneita, kuten tulo- ja lähtökuljettimet, jotka ovat tärkeä osa suuria ja monimutkaisia automatisoituja varastoja. Ne on yhdistetty pinoamiskoneisiin ja muihin koneisiin nopean tavarakuljetuksen saavuttamiseksi. Vaikka jokaisen käyttäjän saapuvat ja lähtevät kuljetinjärjestelmät ovat erilaisia, ne koostuvat silti erityyppisistä kuljettimista (ketjukuljetin, rullakuljetin, ketjurullapöytäkomposiittikuljetin, ketjurullapöydän komposiittikuljetin rullapöydän kuljetustoiminnolla) ja niiden perusmoduuleista .
Postitusaika: 10.8.2022